


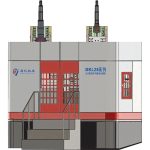


1 Данный станок представляет собой четырехосевой двухзвенный (оси X, Z) вертикальный внутренний и внешний составной шлифовальный станок с ЧПУ, использующий систему ЧПУ Siemens 828D, зажим может шлифовать внутреннее круглое отверстие заготовки. Внутренние ступенчатые отверстия, внешние круглые отверстия, внешние торцевые поверхности. Включая автоматическую подачу, грубое шлифование, тонкое шлифование: подача шлифовального круга, отвод, коррекция шлифовального круга, компенсация выполняются автоматически.
2 Станок имеет независимую боковую подачу по осям X1, X2; независимое возвратно-поступательное движение по осям Z1, Z2; ось X, Z используется в замкнутом цикле управления шкалой. Возвратно-поступательное движение шлифовальной рамы вверх и вниз осуществляется с помощью гидравлического балансировочного устройства для уравновешивания силы тяжести и обеспечения баланса движения вверх и вниз.
3 Скорость шлифовального круга регулируется частотным преобразованием скорости, в соответствии с потребностями обработки заготовки для выбора соответствующей скорости шлифовального круга. В то же время, в соответствии с потребностями пользователя в обработке деталей, можно настроить вертикальную или горизонтальную шлифовальную головку.
4 В качестве направляющих используются роликовые линейные стальные рельсы, а в качестве винта - высокоточный шариковый винт. Смазка направляющей станка и шарико-винтовой пары осуществляется автоматически с помощью станции смазки. Они защищены герметичной крышкой.
5 Шпиндель заготовки использует гидростатический шпиндель. Заготовка зажимается патроном или электромагнитной присоской, другие приспособления могут быть сконфигурированы в зависимости от специфики деталей пользователя.
6 Станок оснащен двумя типами защитных кожухов - полузакрытым и полностью закрытым, на выбор пользователя. Для фильтрации СОЖ используется магнитная сепарация и устройство прецизионной фильтрации на бумажной ленте. Станок может быть оснащен алмазным роликовым правщиком или одноточечным алмазным правщиком.
| Модель шлифовального станка | MKLF28-300 | MKLF28-500 | MKLF28-1000 | MKLF28-1500 | MKLF28-2000 | MKLF28-2500 | MKLF28-3000 |
| Максимальный диаметр шлифовального отверстия (мм) | 300 | 500 | 1000 | 1500 | 2000 | 2500 | 3000 |
| Максимальный наружный диаметр шлифования(мм) | 400 | 600 | 1200 | 1800 | 2200 | 2700 | 3200 |
| Максимальная глубина шлифования(мм) | 400 | 500 | 600 | 700 | 750 | 800 | 850 |
| Максимальный диаметр присоски(мм) | 400 | 500 | 1000 | 1800 | 2000 | 2700 | 3200 |
| Максимальная нагрузка на заготовку(КГ) | 500 | 1000 | 3000 | 5000 | 8000 | 10000 | 12000 |
| Максимальный диаметр вращения заготовки(мм) | 500 | 800 | 1300 | 2000 | 2300 | 3000 | 3500 |
| Максимальный ход оси X1(мм) | 500 | 800 | 1000 | 1200 | 1300 | 1500 | 1800 |
| Максимальное расстояние перемещения оси X2 (мм) | 500 | 800 | 1000 | 1200 | 1300 | 1500 | 1800 |
| Максимальное расстояние перемещения оси Z1(мм) | 500 | 600 | 700 | 800 | 850 | 900 | 1000 |
| Максимальный ход оси Z2 (мм) | 500 | 600 | 700 | 800 | 850 | 900 | 1000 |
| Разрешение оси X1 X2 (мм) | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 |
| Разрешение оси Z1 Z2 (мм) | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 |
| Скорость перемещения оси X1 (м/мин) | 6 | 6 | 6 | 10 | 10 | 10 | 10 |
| Скорость перемещения оси X2 (м/мин) | 6 | 6 | 6 | 10 | 10 | 10 | 10 |
| Скорость перемещения оси Z1 (м/мин) | 6 | 6 | 6 | 10 | 10 | 10 | 10 |
| Скорость перемещения оси Z2 (м/мин) | 6 | 6 | 6 | 10 | 10 | 10 | 10 |
| Частота вращения стола (об/мин) | 10-120 | 10-80 | 10-60 | 10-60 | 10-60 | 10-50 | 10-50 |
| Габаритные размеры станка (мм) | 2600×2400×2800 | 3200×3200×3800 | 3800×3500×3800 | 4500×3800×4300 | 5500×4200×4600 | 5800×4800×4800 | 6800×5200×5000 |
| Масса станка (кг) | 8500 | 13500 | 23000 | 55000 | 65000 | 83000 | 98000 |
В связи с постоянным развитием технологий, данное содержание носит исключительно справочный характер, может быть изменено без предварительного уведомления, при условии наличия технической документации, подписанной обеими сторонами.